- Published on
Seamless Steel Pipe Manufacturing Process
- Authors

- Name
- William Smithson
Seamless pipes are important for building, plumbing, and various industrial uses. This article explores the complex process of making seamless pipes, which are known for their durability and quality. It serves as a valuable resource, especially for those in the carbon steel pipe-selling business.
What is Seamless Pipe?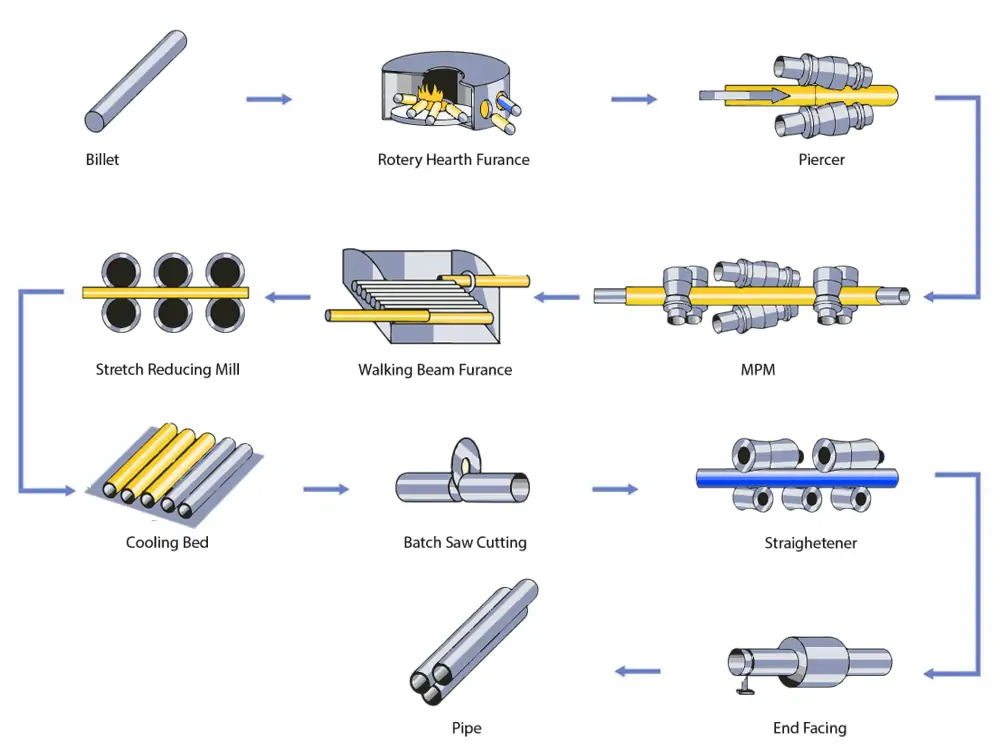
Pipes without welds are called seamless pipes, often made of carbon steel, stainless steel, or metal steel. Seamless pipes offer advantages such as increased strength, reliability, and resistance to rust, making them ideal for critical industries like oil and gas, chemicals, and power generation.
Seamless Steel Pipe (SMLS) Production Method
 The production methods of seamless steel pipes (SMLS) include:
The production methods of seamless steel pipes (SMLS) include:
1. Hot Rolling:
- Heating: The billet is preheated through the heating furnace.
- Perforation: The heated steel billet is perforated through a perforation machine.
- Rolling: The perforated tube blank is rolled multiple times to adjust diameter and wall thickness.
2. Cold Drawing:
- Hot rolling: After hot rolling, the steel billet forms an initial tubular structure.
- Cold drawing: The hot-rolled tube blank is mechanically stretched through cold drawing.
3. Extrusion:
- Heating: The billet is raised to extrusion temperature through a heating furnace.
- Extrusion: The heated billet is extruded through an extruder to form a tubular structure.
4. Rotary Piercing:
- Heating: The steel billet is raised to the rotary extrusion temperature.
- Rotary extrusion: The heated steel billet is rotary extruded to form a tubular structure.
5. Hollow Tube Piercing:
- Heating: The steel billet is raised to the piercing temperature.
- Perforation: The heated steel billet is perforated through a perforation machine.
Each method has unique advantages and applications, with hot rolling suitable for general engineering, and cold drawing for high-quality surfaces. Other methods cater to special environments with high requirements on tube size and shape.
Comparison of the Processes
There are two main ways to make seamless pipes: hot-rolling and cold-drawing, each with unique features for different uses.
Hot-rolled seamless pipes
Hot-rolled pipes are formed by passing heated steel billets through processes like piercing and rolling. They are widely used in general structures and mechanical structures, offering high production efficiency and relatively low cost.
Cold-drawn seamless pipes
Cold-drawn pipes are produced by cold-drawing on hot-rolled seamless pipes, resulting in higher dimensional accuracy and surface finish. They are ideal for high-precision machinery manufacturing and hydraulic equipment where precision is crucial.
Choosing the right type depends on specific engineering needs, performance requirements, and manufacturing costs.
The Seamless Pipe Manufacturing Process
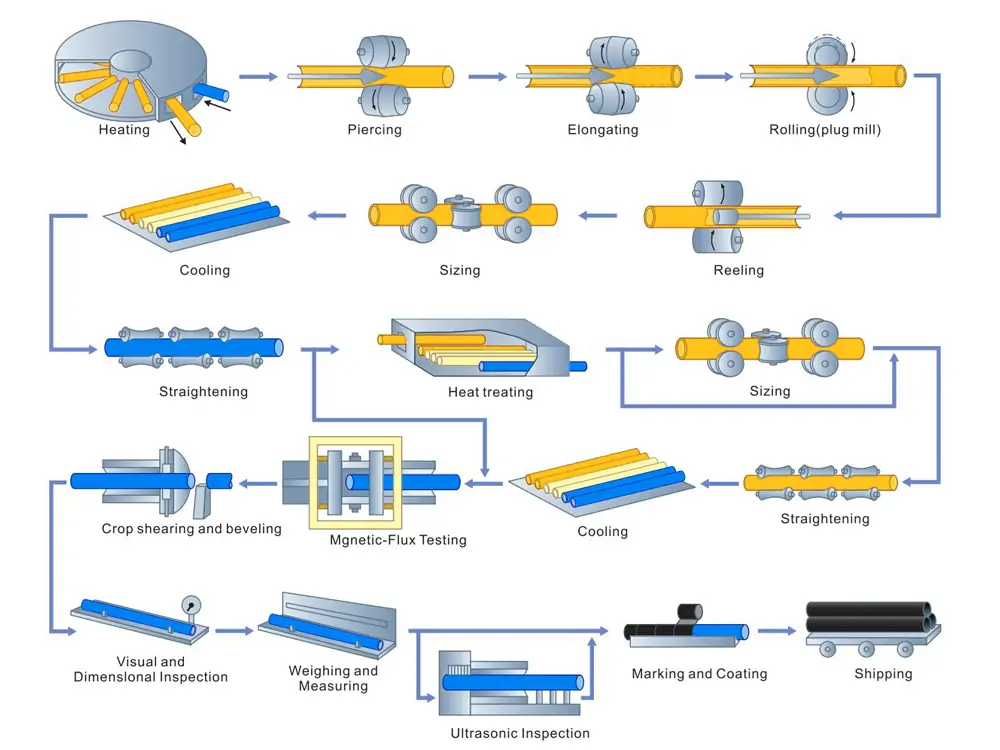
The seamless pipe manufacturing process involves several key stages:
1. Selection of High-Quality Steel Billets:
- Choose high-quality steel billets or solid circular bars.
- Examine billets for flaws and ensure they meet standards.
- Pre-treatment to clean and remove impurities from the surface.
2. Heating and Piercing:
- Control heating process to prepare raw materials.
- Use a rotary pierce mill to create a hole in the billet.
3. Rotary Piercing or Extrusion:
- Use rotating cutting method to achieve the right size and quality.
- Gradually reach the required diameter and wall thickness.
4. Stretch Reduction:
- Pass the rough top shell through mills to make it longer and thinner.
- Use rollers and tension control to narrow the outside width and improve surface.
5. Sizing and Cooling:
- Shape the pipe to ensure consistent size.
- Cool the pipe with water or air to maintain structural and tensile qualities.
6. Straightening and Cutting:
- Line up the pipe to remove twisting or warping.
- Use a straightening machine to make precise adjustments.
- Cut the seamless pipe to the desired lengths with saws.
7. Inspection and Testing:
- Visual inspection, dimensions, chemical composition analysis, mechanical property testing, ultrasonic testing, hydrostatic test, packaging, labeling, reports, and records.
8. Heat Treatment:
- Use heat treatments like annealing, cooling, and tempering to improve mechanical features.
9. Surface Finish:
- Pipes undergo cleaning, passivation, and finishing for the desired finish.
10. Final Inspection and Packaging:
- Check pipes for quality compliance.
- Pack pipes carefully for safe transportation.
Conclusion
In essence, the seamless pipe manufacturing process is a comprehensive orchestration of metallurgical expertise, precision engineering, and stringent quality control. The resulting seamless pipes are revered for their durability, strength, and versatility, making them a preferred choice in industries where high-performance materials are essential.